













- A +
- A
- A -
毛胚浇铸件作为机械制造行业的基础坯料,广泛应用于各类结构件生产,其型面精度、关键尺寸一致性及结构完整性直接决定后续加工的可行性与成品合格率。客户需通过三维扫描获取毛胚浇铸件的高精度、高细节还原度及完整三维数据,与原始模型比对生成三维检测色谱图,直观量化型面偏差、壁厚公差、预留加工位尺寸误差等核心指标,以此快速判断铸件是否符合生产标准。由于毛胚浇铸件材质涵盖铸铁、铝合金、铜合金等多种类型,表面状态受浇铸工艺影响差异大(如粗糙面、局部氧化层、轻微凹凸),且客户对扫描精度、细节还原及数据完整性要求严苛,同时需适配车间批量检测、外协件入库质检等多场景,传统测量方式难以适配,因此选择 HOLON 3D Model 49 手持式全蓝激光工业级三维扫描仪,为毛胚浇铸件提供高效精准的数字化检测解决方案。
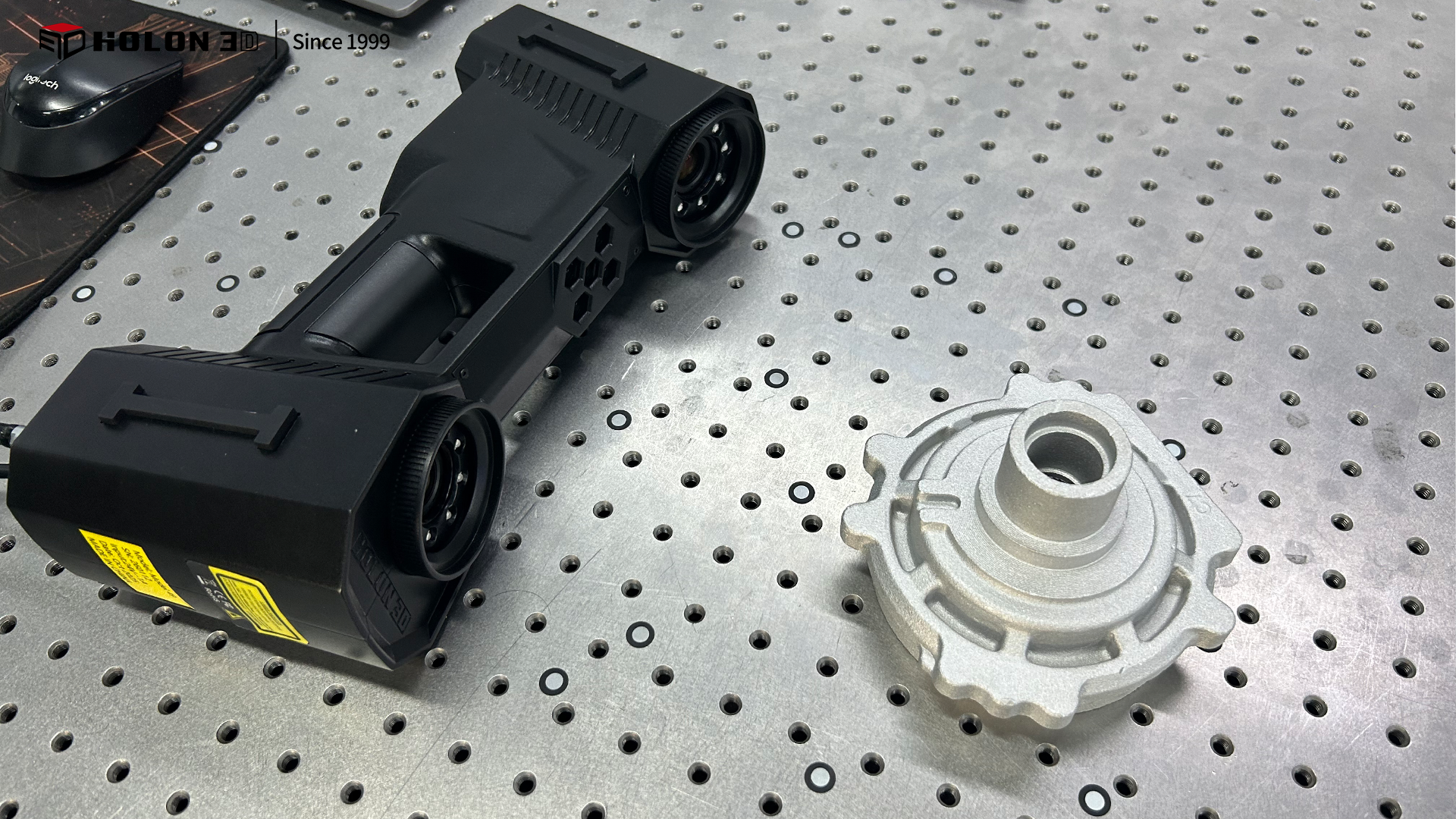
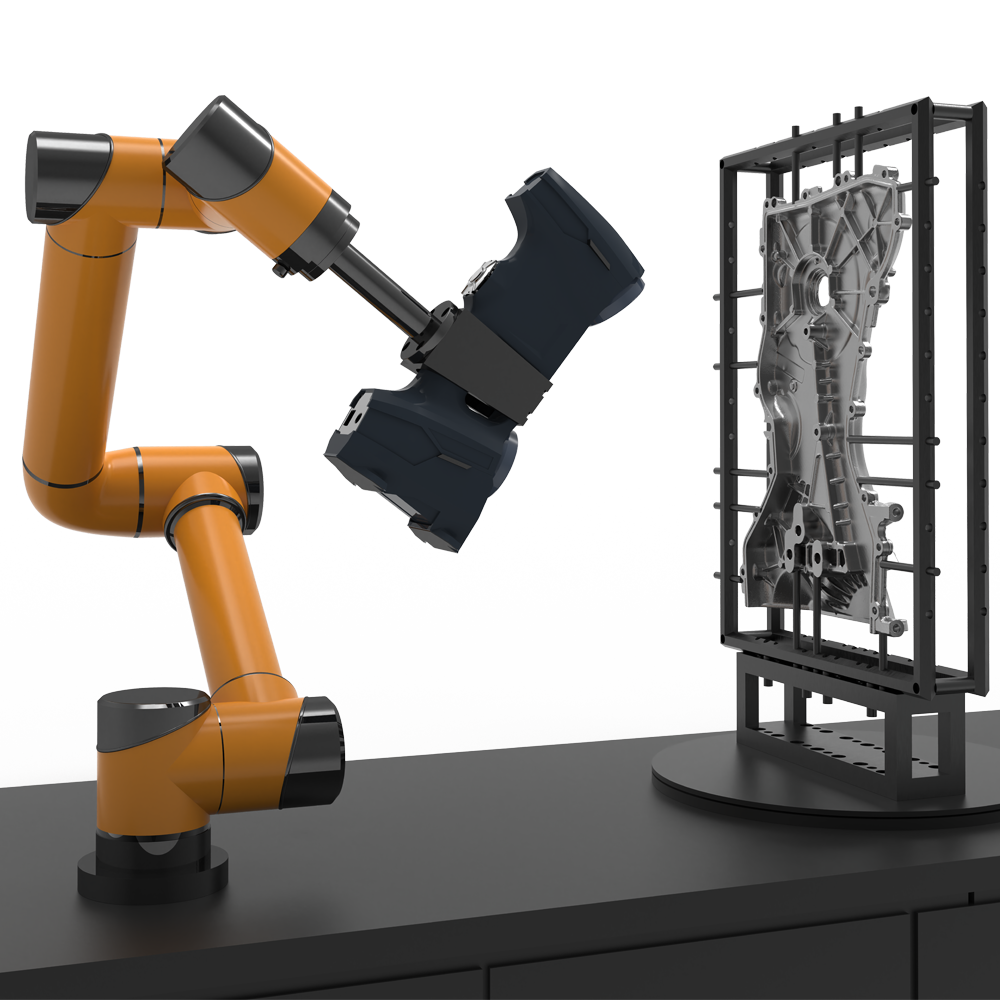
扫描仪与被扫描毛胚件
毛胚浇铸件的检测核心难点集中在 “材质多样 + 表面复杂 + 精度要求高” 的三重挑战:其一,铸件材质类型丰富,不同材质表面特性差异显著(如铸铁的哑光粗糙面、铝合金的局部反光面、铜合金的氧化层表面),传统测量方式易受材质影响,导致数据采集失真或局部区域漏扫,无法保障数据完整性;其二,浇铸工艺导致表面粗糙不均,普遍存在浇冒口残留、微小砂眼、分型线痕迹等固有特征,传统局部点位测量工具(如卡尺、千分表)无法全面覆盖复杂型面,更难以精准捕捉这些细微特征,无法满足客户对细节还原度的要求;其三,铸件的型面轮廓度、关键孔径、壁厚均匀性等指标精度要求严格,传统测量工具精度有限,且依赖人工操作,易产生人为误差,影响检测结果准确性;此外,接触式测量不仅效率低下,还可能因铸件表面粗糙导致测量工具损耗,或因受力造成铸件微小变形,进一步干扰检测结果;同时,传统测量方式受场景限制大,无法灵活应对车间流水线、外协仓库等不同环境下的高效检测需求,严重拖慢质量管控进度。
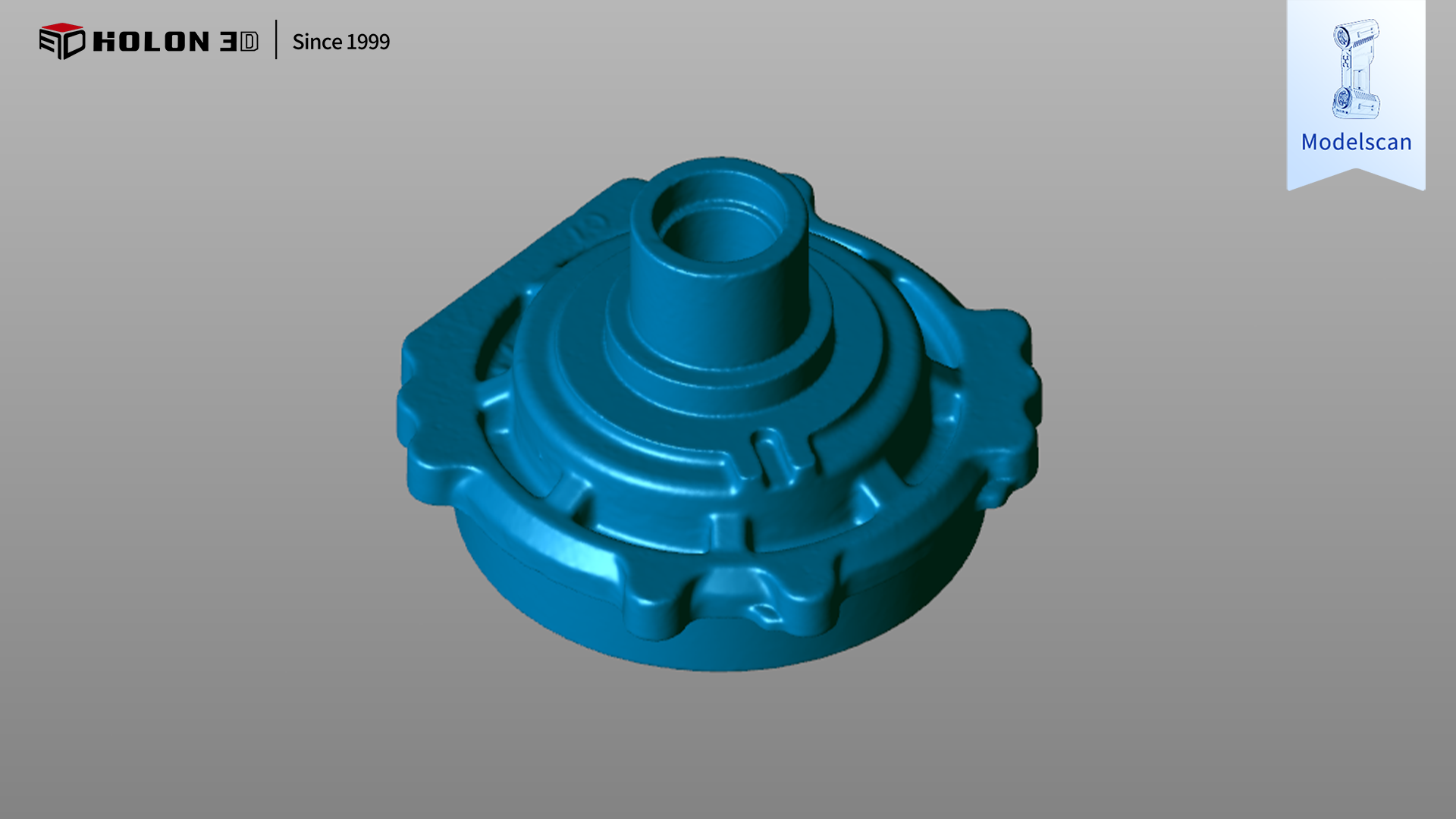
扫描数据图
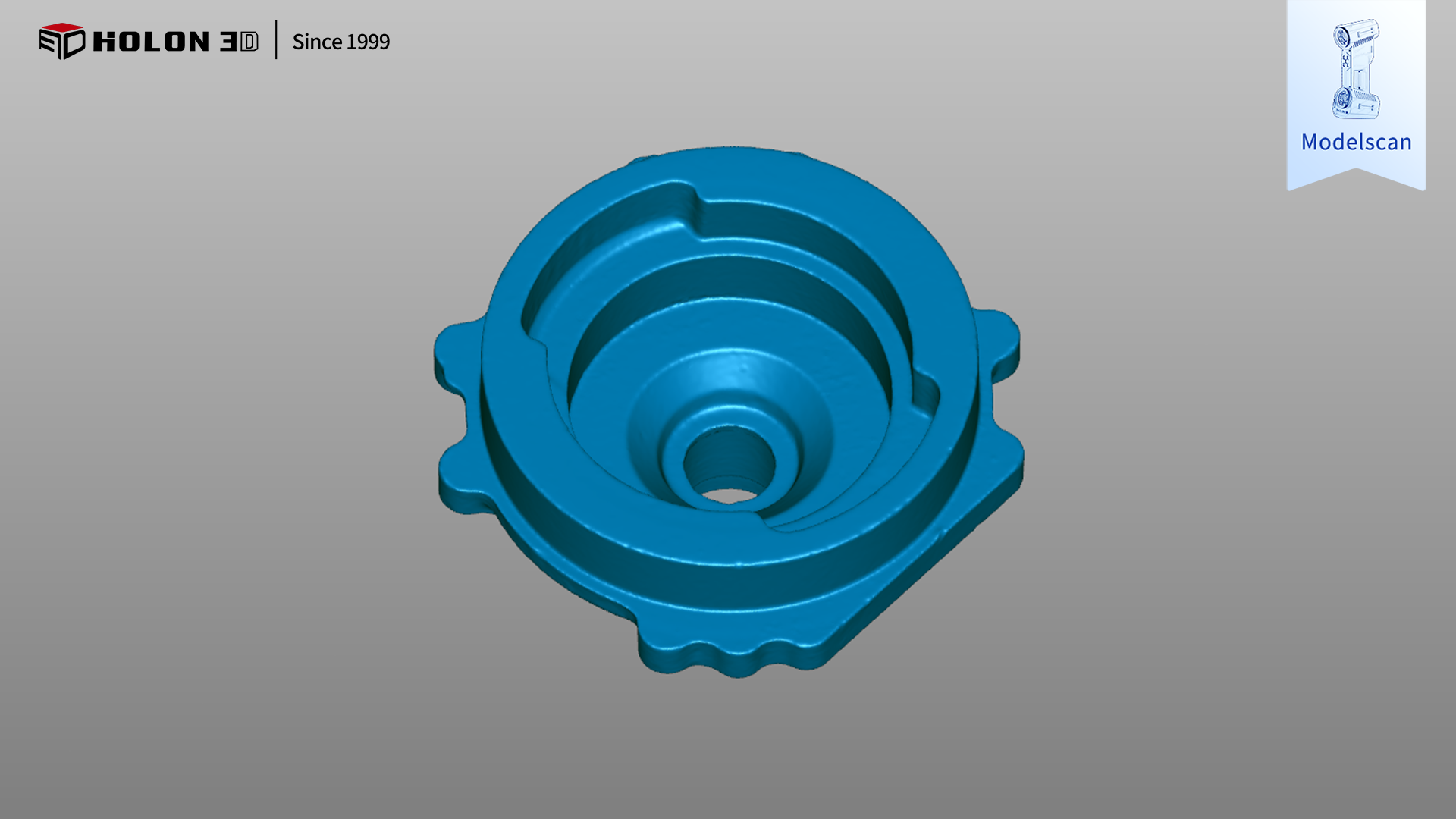
扫描数据图
采用 HOLON 3D Model 49 手持式全蓝激光工业级三维扫描仪,可针对性破解毛胚浇铸件多场景、高精度检测的核心难题。该扫描仪具备工业计量级精度,实测精度达 0.02mm,最高可达 0.01mm,搭配全蓝激光技术的强适应性,无论面对铸铁、铝合金、铜合金等不同材质的表面特性,还是粗糙面、氧化层、局部反光等复杂状态,都能稳定穿透干扰,精准采集全表面数据;更搭载四种扫描模式,可根据铸件的大面积型面、微小预留孔、边缘分型线、隐蔽凹槽等不同特征细节灵活切换,高效捕捉每一处关键尺寸与浇铸固有特征,确保细节还原度与数据完整性,为生成精准三维检测色谱图筑牢基础;手持设计灵活便捷,不受铸件尺寸、形状限制,可自由调整扫描角度,轻松覆盖铸件的正反两面、边角缝隙及隐蔽区域,彻底消除测量盲区;高速扫描能力大幅压缩单件检测时间,配合无接触式测量方式,既避免了测量工具损耗与铸件表面损伤的风险,又能快速获取可靠数据,显著提升批量检测效率;扫描仪适应性极强,不受场景约束,在车间生产线、外协件质检区、仓储复核点等不同环境下,仅需粘贴少量标志点辅助定位,无需额外进行表面打磨、喷粉等复杂预处理,即可稳定输出高质量数据。扫描后生成的三维数据精准、完整且细节丰富,与原始模型比对可清晰生成三维检测色谱图,直观量化型面偏差、壁厚公差等关键指标的误差分布,快速完成毛胚浇铸件合格性判定,完全契合客户的严苛需求,为毛胚浇铸件的质量管控、浇铸工艺优化及供应链质检提供了可靠的数字化支撑。
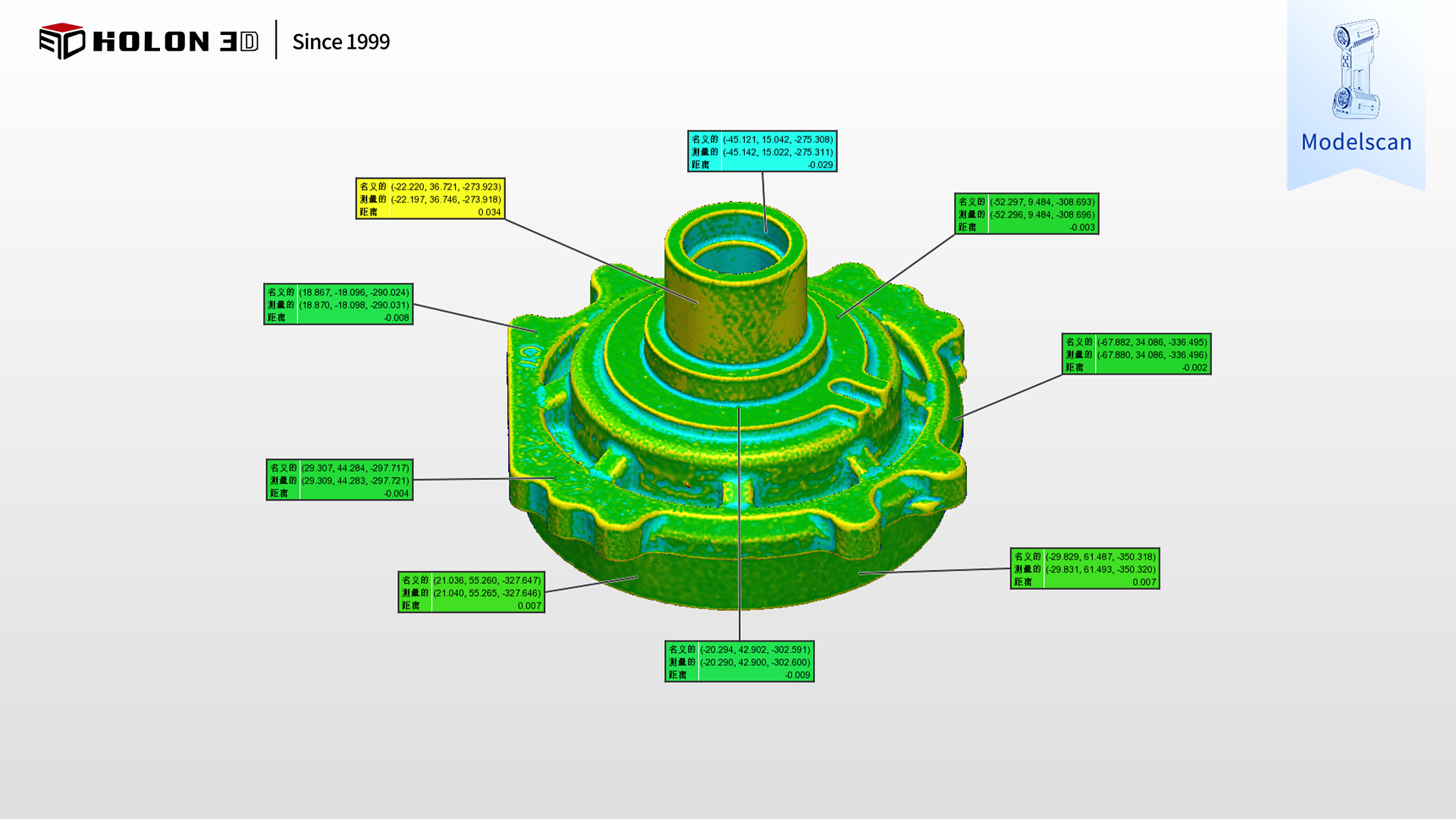
三维检测(色谱图)

三维检测(色谱图)
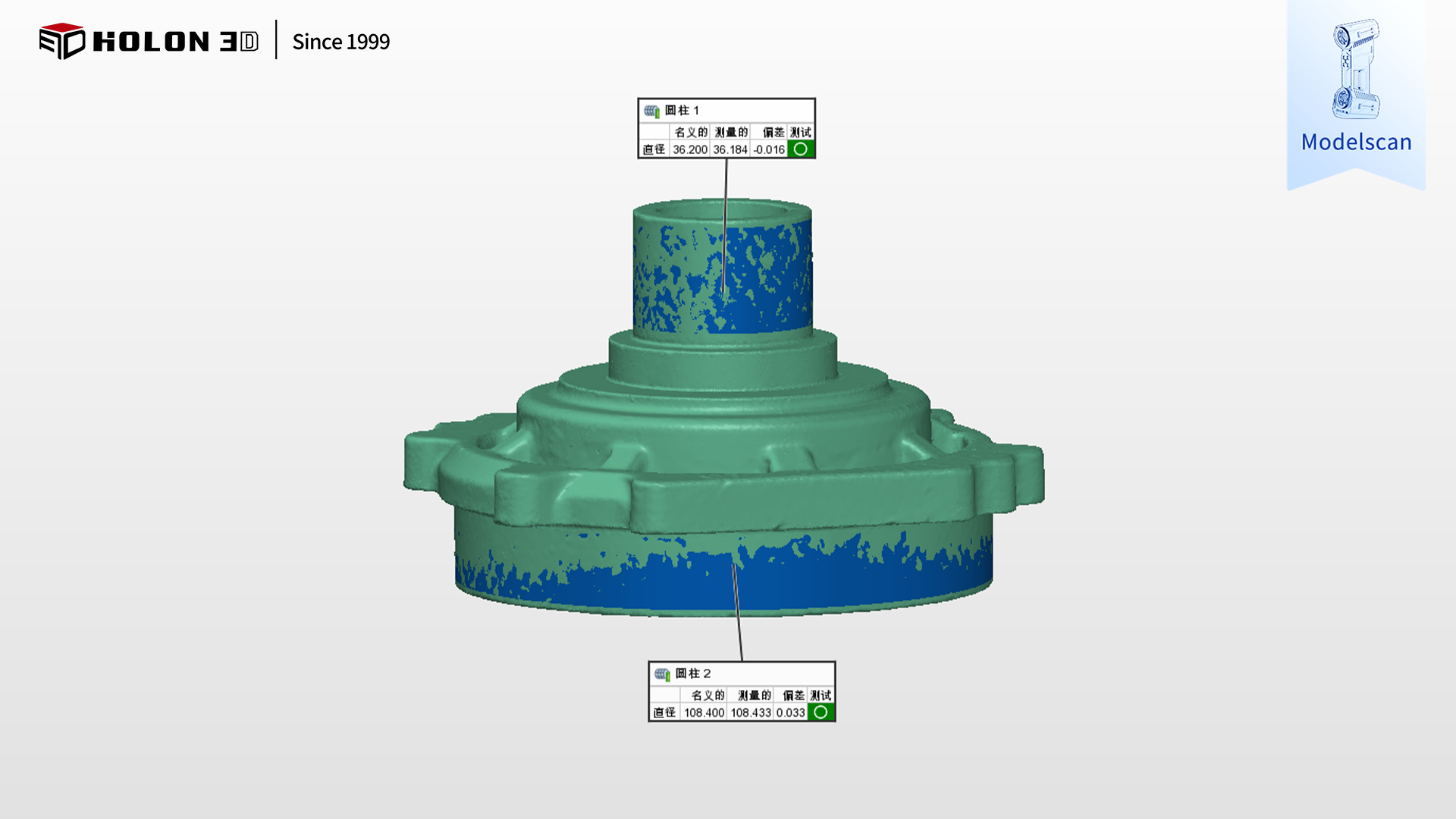
三维检测(尺寸测量)